Introduction
Bacterial cellulose (BC) available in the food industry is known as Nata de Coco, which has a high demand in the East Asian markets.1 BC is indigestible in the human gut, thus it is considered as a dietary fiber which has been accepted as GRAS (generally recognized as safe) by the US-FDA for more than 2 decades.2 Due to several health benefit properties, particularly regarding non-communicable diseases, a sufficient intake of dietary fiber could reduce the occurrence of constipation, hemorrhoids, diabetes, improve bowel function, aid in weight loss, and prevent heart disease.3 Therefore the supplement of BC in many foods and drinks has become more popular in Asia. The BC, either mixed with food products or in raw form, is in demand for worldwide export.4 It is produced by some strains of bacteria in the Acetobacteraceae family, previously known as genus Acetobacter which has recently been renamed Komagataeibacter. The pure cellulosic thick membrane is preferably formed in the bacterial culture grown in static conditions.2
Komagataeibacter nataicola TISTR 975 (previously identified as Acetobacter aceti subsp. xylinum TISTR 975) is a favorable strain in many studies, and it is available in the Thailand culture collection center. For example, Chinsumran & Suttisuwan5 studied the addition of molasses in coconut water by varying the total soluble solid into 4 different levels, and they found that the strain TISTR 975 produced the highest BC when 10º Brix was initiated. The improvement of the product was examined by adding some herbal juices in the substrate in order to provide an antioxidant to the final BC.6 Aeration and concentration of sucrose, which influences the BC production of this bacterial strain, was also conducted.7
Generally, coconut juice or coconut waste water from the coconut milk industry is used as the main substrate for Nata de Coco production.1, 5, 7-9 In Thailand, coconut plantations are mostly located in the southern region, in an area of 176,000 hectares. Whilst rice, which is an important economic crop of the country, covers the cultivation area of about 9.44 million hectares, which yields 25 million tonnes annually. The coconut output is sometimes insufficeint and coconuts need to be imported from neighbouring countries. Meanwhile the rice processing factories generate waste water as well as low specification grains. The waste water from rice milling and rice washing water from parboiled rice production was revealed to be used as a source of hydrogen production. There was 10% carbohydatre existed in the waste water. 10 Although such waste water has potential to be applied in growing of bacteria, to produce BC the purity of substrate and high amount of carbohydrate are required. While there is approximately 2.5% of low-grade rice occurring per annum from the rice milling industries. Low-grade rice is either incomplete grains, discolored, or contains gravel. The price is less than half that of the full grains. The main nutritional composition of rice is carbohydrate 77-85%,11 which can be used as a raw material for the BC production. Organic products are increasingly popular due to the health perception of consumers. This study aimed at elucidating the possibility of employing the organic broken rice as substrate for BC fermentation. The potential applications of BC in different food products is also investigated.
Materials and Methods
Materials
Organic low-grade rice was provided from an organic rice community enterprise group Bandongmok, Samchuk district, Supanburi province (red jasmine rice and Homnil rice) and a project to promote and support organic rice production in the mid-central provincial cluster, Chachoengsao Province, 2000 (Riceburry rice, brown jasmine rice, and jasmine rice). Komagatacibacter nataicola TISTR 975 was obtained from the Thailand Institute of Scientific and Technological Research. Alpha-amylase from Bacillus licheniformis, type XII-A, ≥ 500 units/mg protein (biuret) and Amyloglucosidase, ≥ 260 units/ml, from Aspergillus niger (Sigma-Aldrich, USA) were applied.
Sample Preparation and Starch Hydrolysis of α-amylase and Glucoamylase
Organic low-grade rice was prepared by separating the contaminated particles and then drying at 80°C for 2 hrs. The dried rice was ground and the powder obtained was sifted through an 80 mesh standard sieve.12 Enzymatic hydrolysis was performed by boiling the rice powder (10g in 100 ml water) at 100ºC for 15 minutes. The puree was then liquefied by 10% (v/v) α – amylase. The optimization of α – amylase conditions was carried out at four different volumes (12.5, 25, 50 and100 µl) and time intervals (15, 30, 45 and 60 min) at 90ºC and pH 6.0. Thereafter, the puree was further saccharified by 100 μl glucoamylase (20%) (v/v) at 60ºC and pH 4.5 for 120 minutes. Then, the puree was centrifuged at 4,000 rpm for 20 minutes. The reducing sugar in the supernatant was measured according to the 3,5 dinitrosalicylic acid (DNS) method reported by Miller (1959).13
The amount of glucoamylase suitable for further saccharification was then varied into four concentrations (12.5, 25, 50 and 100 μl). The incubation times (30, 60, 90 and 120 min) were also compared at 60ºC and pH 4.5.
Optimization of Fermentation Conditions
Bacterial cellulose (BC) production was carried out with two cultivation steps. First the bacterial culture, Komagatacibacter nataicola TISTR 975, was activated by transferring 10 ml of the cold-stored culture into a coconut medium (sugar 50 g and (NH4)2SO4 1 g/ L of coconut water, adjusting the pH to 4.0 with 5% CH3COOH).14 Afterwards the culture was incubated at room temperature for 3 days prior to use as an inoculum.7 The lid of the bottle containing the culture was kept loose to ensure oxygen exposure. The second step was to propagate the bacterial culture in a fermentation medium (60 ml of the liquid obtained from enzymatic hydrolysis of rice puree) and left to produce the cellulose at room temperature for 10 days. The suitable conditions for effective cellulose production were investigated with several parameters, i.e. total soluble solid (TSS; 6, 8, 10,12° Brix), pH (4.0, 4.5, 5.0, 5.5), (NH4)2SO4 (0.1, 0.3, 0.5, 0.7% W/V), inoculum concentration (10, 15, 20, 25% V/V), incubation time (5, 10, 15, 20 days), type of low-grade rice (Riceberry rice, brown jasmine rice, jasmine rice, red jasmine rice, Homnil). Production of bacterial cellulose was represented by wet weight.
Sensory Acceptability Test of Bacterial Cellulose
Bacterial cellulose (BC) was freshly harvested and washed thoroughly. The sheets were deodorized by soaking them in water for 48-96 hrs, while water was replaced every 24 hrs until there was no smell of acid. The cellulose was then diced (1×1×1 cm3) and boiled for 6 hrs. Boiling in plain water and 80% refined sugar syrup was compared for the organoleptic test.
The acceptability of BC from organic low-grade rice, when applied as food ingredients, was also carried out. Three different sizes of BC diced cubes (0.25×0.25×0.25 cm3, 0.5×0.5×0.5 cm3, and 1×1×1 cm3) and quantity (10, 15, 20%) were mixed in some commercial products, i.e. an organic rice drink (Care Balance), soy yogurt (Rivon) and chrysanthemum and chamomile drinks (Doi Kham).
The sensory acceptance was performed using the 5-point hedonic scale; 15 appearance, color, flavor, texture and overall satisfaction were analyzed by 30 respondents.
Statistical Analysis
All experiments were done in triplicate, and are presented with mean ± standard deviation (SD). Data analysis was performed with the SPSS program using ANOVA, followed by Duncan multiple comparison tests. Statistical significance was defined as p < 0.05.
Results and Discussion
Starch Hydrolysis by α –amylase and Glucoamylase
The effects of α – amylase concentration and hydrolysis time on reducing sugar production are illustrated in Fig. 1. The reducing sugar was significantly higher when the concentration of α-amylase was increased from 12.5 µl to 25 µl. Thereafter, increasing the enzyme from 25 – 100 µl did not make any difference (p > 0.05) on the reducing sugar obtained. The target site of α-amylase is 1,4-α-D-glucosidic bond, which binds the glucose units within the amylose chain. The maltose and glucose are then released as reducing sugar from amylose.16 The conditions optimal for α-amylase 10% (v/v) concentration were 25 µl for 30 minutes. The highest reducing sugars value obtained was 47 g per 100 g of rice. When we consider that the Riceberry rice contained approximately 77% of carbohydrate content11, such an amount was equal to 61% recovery of reducing sugars.
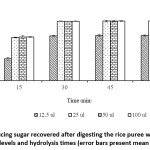 |
Figure 1: Reducing sugar recovered after digesting the rice puree with α–amylase at different levels and hydrolysis times (error bars present mean + SD, n = 3). Click here to View figure |
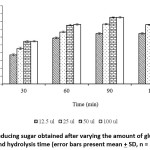 |
Figure 2: Reducing sugar obtained after varying the amount of glucoamylase and hydrolysis time (error bars present mean + SD, n = 3) Click here to View figure |
The addition of glucoamylase was followed in order to ensure that the branch of α-1,6 glucosidic linkages found in amylopectin were further degraded. The amount of 20% (v/v) glucoamylase required to unbound units of glucose was achieved at 50 µl. Whereas the hydrolysis time of 90 minutes was sufficient to completely digest the starch in Riceberry powder (Fig. 2). Enzymatic hydrolysis is widely used to saccharify starch from various sources such as rice17 or maize.18 The use of enzymes has benefits for the selection of products, particularly glucose, with no remaining by-product.19 Regarding the appearance of the rice puree after enzyme treatment, in this study, it was completely digested into the liquid and no rice powder was left in the flask.
Five varieties of low-grade organic rice were then hydrolyzed by 25 µl of 10% (v/v) α – amylase for 30 minutes, and followed by 50 µl of 20% (v/v) glucoamylase for 90 minutes. It was found that Homnil rice gave the highest amount of reducing sugars at up to 91.7 ±0.670 g/l (Fig. 3). It was followed by the reducing sugars from Riceberry rice, jasmine rice, brown jasmine rice and red jasmine rice. The values recovered were 87.34 ±0.609, 85.832 ±0.168, 85.614 ±0.405 and 74.789 ±0.842 g/l, respectively. These values represented 100 % recovery of reducing sugars, when compared with the carbohydrate in the rice (77 – 85 % of dry basis).11 The above liquified solutions had total soluble solids (TSS) in between 8 – 9o Brix. All liquids could be transferred to use as a substrate for bacterial cellulose production.
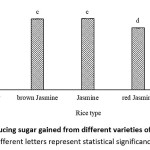 |
Figure 3: Reducing sugar gained from different varieties of broken rice puree. Click here to View figure |
Optimization of Bacterial Cellulose Production
To optimize the conditions appropriate for cellulose production by Komagatacibacter nataicola TISTR 975, the factors concerning the initial TSS of the reducing sugar from Riceberry rice was first carried out, while the pH and ammonium sulphate were adjusted at 4.5 and 0.1%, respectively. The cellulose yields were 169.822 ±5.156, 214.633 ±2.722, 205.650 ±3.912 and 191.678 ± 2.573 g/l for 6, 8, 10 and 12o Brix, respectively (Fig. 4 a). The significantly highest cellulose yields were found at 8° Brix (p<0.05). The decrease in cellulose yield at 10 and 12°Brix could be due to some glucose being metabolized to gluconic acid, which in turn inhibits the cellulose production.20 The initial pH in the media was 4.5. After fermentation the pH decreased to 3.69, 3.48, 3.43 and 3.35, for the media with the initial TSS of 6, 8, 10 and 12 oBrix, respectively. This confirmed that the media with higher reducing sugar created the more acidic conditions, and when it exceeded 8 oBrix the BC production was interfered.
Bacterial cellulose can be produced from various carbon sources such as glucose, fructose, sucrose, manitol etc. However the glucose led to highest BC yields since it acts as both energy source and ideal precursor for the construction of cellulose polymer.21 Previous report suggested that the amount of glucose should be added properly, not only based on the optimum BC production, but also the economic rationale. 22 Such suggestions agreed with our finding in the case of reducing sugar, that 8o Brix derived from the low-grade rice hydrolysis was sufficient to produce a maximum weight of BC with no addition of sugar was needed.
The pH between 4.0 -6.0 was recommended to be applied in the media for BC production.20 Therefore, the pH of the media in this experiment was adjusted to 4.0, 4.5, 5.0 and 5.5. To study this parameter, the initial TSS was fixed at 8o Brix. After incubation for 10 days, the pH value decreased to approximately 3.5. This was not subject to the initial pH of the culture medium, but the substrate content seems to play a role on pH reduction. The cellulose yields of pH 4.0, 4.5, 5.0 and 5.5 were 194.639 ±1.575, 212.072 ±1.795, 235.017 ±1.294 and 233.267 ±1.817 g/l, respectively (Fig. 4b). The highest yield appeared in the media pH 5.0 and 5.5 (p<0.05). However, in order to prevent the contamination of other spoilage bacteria, pH 5.0 is recommended for a suitable fermentation condition.
 |
Figure 4: Effect of fermentation conditions (error bars are SD of triplicate samples). Click here to View figure |
Not only carbon sources are necessary for cell metabolism, but also nitrogen sources.20 Although organic nitrogens such as yeast extract, casein, and beef extract have been reported to support the biocellulose production,22-23 inorganic nitrogens are more economical and cost effective for cellulose yields.22 Therefore ammonium sulfate was exploited in this experiment, in order to limit the variation of growth and celluose production that might be influenced by the other nutrients contained in organic nitrogens. The cellulose yields, when (NH4)2SO4 was supplied at 0.1, 0.3, 0.5, and 0.7 %(w/v), were 232.128 ±2.373, 238.289 ±1.928, 242.128 ±1.575 and 256.028 ± 1.292 g/l, respectively. The 0.7%(w/v) (NH4)2SO4 provided the significance of highest cellulose yield (p≤0.05) (Fig. 4c). In one of the literature source that used coconut water medium as a substrate, Acetobacter xylinum produced maximum thickness of cellulose when 0.5% ammonium sulphate was added.24
The factor involving the inoculum sizes was also studied. The results in fig. 4d indicated that the cellulose yields of inoculum size 10, 15, 20 and 25% (v/v) were 252.950 ±6.087, 298.294 ±6.217, 278.178 ±6.354 and 258.361 ±7.358 g/l, respectively. The highest biocellulose yield was obtained from 15% (v/v) inoculum size. Adding more inoculum of 20-25% (v/v) led to a decrease in biocellulose yield. This result was agreed with the previous finding that the excess addition of inoculum interfered with BC production, which was due to the competition of nutrient up taking by the bacteria.25
The incubation periods suitable for maximum production of biocellulose are different for each strain of bacteria as well as for the substrates used. The results of this work indicated that the cellulose yields after 5, 10, 15 and 20 days of incubation times were 128.844 ±4.549, 289.217 ±2.313, 313.844 ±3.814 and 315.861 ±3.317g/l, respectively (Fig. 4e). The highest biocellulose levels remained constant after 15 days of incubation at static conditions. Similar profiles have been conducted by Acetobacter xylinum LKN6 in sago liquid waste as a fermentation medium. The bacterial cellulose production increased during fermentation, with a maximum production at 15 days, though the cellulose decreased when it was incubated further to 20 days.25 Komagatacibacter nataicola TISTR 975 used in this work was still active at 20 days as the cellulose yields remained high. It was noticed that the bacteria located close to the surface of the liquid medium produced cellulose rapidly during the initial stage. This was because the thickness of the cellulose was observed in the first week and the increment of the thickness slowed down afterwards. In static conditions, the availability of oxygen is crutial for bacterial cellulose production, when the thickness increases the oxygen penetration is reduced. In consequence, both limitation of oxygen and depletion of nutrients affected the production of bacterial cellulose and cell metabolism.25 Thus exact proper harvest times must be applied to achieve the highest productivity.
The Effect of Rice Types
The reducing sugars obtained from five varieties of rice were used to compare the yield of cellulose, when cultured in the above optimum conditions.
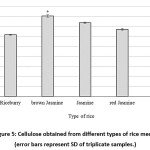 |
Figure 5: Cellulose obtained from different types of rice media (error bars represent SD of triplicate samples.) Click here to View figure |
Fig. 5 shows that the reducing sugars from brown jasmine rice were the substrate for the highest production of cellulose by this bacterial strain. Apart from carbohydarte, brown rice consists of, essential amino-acids, phosphorus, calcium and B vitamins (including B1, B2 and B3).26 These nutrients assist the growth of K. nataicola TISTR 975. White rice is the rice polished by removing the rice bran. Many vitamins and mineral were excluded by the polishing process when compared to brown rice.22 Pigmented rices, Riceberry and Homnil are enriched with anthocyanin and phenolic compounds.27 The anthocyanin extract of Riceberry rice and Homnil showed antibacterial activity on both gram negative and gram positive bacteria.28 Homnil rice bran extracts prohibit growth of some foodborne pathogenic bacteria (Bacillus cereus TISTR 687, Staphylococcus aureus TISTR 118, Escherichia coli TISTR 780, Salmonella Typhimurium TISTR 292).29 For the red rice, it comprises proanthocyanidin30-31 which has been reported to have antimicrobial activites against Escherichia coli and Streptococcus mutans32 and Bacillus cereus.33 Hence, anthocyanin and proanthocyanidin may affect the growth of K. nataicola TISTR 975 leading to lower cellulose yields.
One of the properties of bacterial cellulose is the solvent absorption.34 The liquefied media from the pigmented rices contained the soluble pigments of the rices. Therefore, the bacterial cellulose pellicle appeared in pink to red color (Fig. 6). This was due to the anthocyanins pigment in Homnil and Riceburry rices.35 Whereas proanthocyanidins have a slight brownish color associated with the red jasmine rice.36
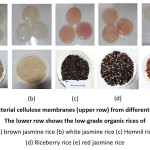 |
Figure 6: Bacterial cellulose membranes (upper row) from different rices media. Click here to View figure |
The lower row shows the low-grade organic rices of
Sensory Acceptance Test of Boiling Bacterial Cellulose
Sensory acceptance tests were conducted with participants in early adulthood 20-40 years. Five point hedonic scales were used to evaluate the acceptance of participants for rice bacterial cellulose in food products. The 30 attendants were recruited with 20% being male and 80% being female. The scores of taste, texture and overall liking were significantly high (p<0.05) for boiling bacterial cellulose with pandan leaves and sugar (Table 1).
Table 1: Sensory score of bacterial cellulose at difference type of boiling
| Attribute | Boiling | Boiling with sugar |
| Color ns | 4.13 ±1.03 | 4.33 ±1.24 |
| Taste | b 2.97 ±0.7 | a 4.03 ±0.81 |
| Texture | b 2.43 ±0.67 | a 4.13 ±0.95 |
| Overall liking | b 2.7 ±0.63 | a 4.1 ±0.85 |
Note: Values are means ± standard deviations of attribute values. Mean values along the same row with different superscript letters are significantly different (p< 0.05). ns The data in the same row are not significantly defferent (p> 0.05).
Three sizes and quantities of bacterial cellulose in the food products were evaluated for their sensory characteristics. The results are shown in Table 2. A rice drink, size 0.5×0.5×0.5 cm3 showed highest texture scores (4.20 ±1.07) and overall liking (4.27 ± 0.99). The rice drink with a 15% bacterial cellulose containment had the highest texture scores (4.27 ± 1.00) and overall liking (4.23 ± 0.95). Soygurt, size 1×1×1 cm3 had the most acceptable ranking in high scores for both texture (4.33 ± 1.06) and overall liking (4.43 ± 1.16) with 10% of cubic cellulose in the soygurt being the most preferable. A herbal drink, size 0.25 × 0.25 × 0.25 cm3 was shown to have the highest texture score (4.27 ± 0.989) and overall liking (4.13 ± 0.90) with 20% containment of the cellulose in this product.
Table 2: Sensory score of bacterial cellulose in food products
| Food products | Attribute | Size (cubic cm) | Quantity | ||||
| 0.25 | 0.5 | 1 | 10% | 15% | 20% | ||
| rice drink | texture | b3.77±0.76 | a 4.20±1.07 | ab 4.00±0.82 | b 3.73 ±0.61 | a 4.27±1.00 | b 3.30±0.41 |
| overall liking | c 3.40 ±0.93 | a 4.27 ±0.99 | b3.87 ±0.71 | b 3.63±0.58 | a 4.23 ±0.95 | b 3.47 ±0.57 | |
| soygurt | texture | c 3.00 ±0.63 | b 3.80 ±0.85 | a 4.33 ±1.06 | a 4.37 ±1.09 | b 3.80 ±0.66 | c 3.20 ±0.46 |
| overall liking | c 2.67 ±0.54 | b 2.60 ±0.68 | a 4.43 ±1.16 | a 4.40 ±1.12 | b 3.80 ±0.65 | b 3.37 ±0.53 | |
| herbal drink | texture | a 4.27 ±0.98 | b 3.67 ±0.62 | b3.33 ±0.57 | b 3.30 ±0.54 | b 3.77 ±0.63 | a 4.43 ±1.16 |
| overall liking | a 4.13 ±0.90 | b 3.57 ±0.59 | b 3.37 ±0.59 | c 3.30 ±0.46 | b 3.97 ±0.75 | a 4.57 ±1.31 | |
Note: Values are means ± standard deviations of attribute values. Mean values along the same row with different superscript letters are significantly different (p< 0.05).
Conclusions
This research offers evidence for the potential of organic low-grade rice to be used as an effective carbon substrate for producing cellulose by Komagatacibacter nataicola TISTR 975. No coconut water and sucrose are required for the production of BC. The low-grade brown jasmine rice provided the highest yield of cellulose, when the rice puree was hydrolysed with alpha-amylase and glucoamylase for a total of 120 minutes. The optimal conditions for cellulose production were TSS 8°Brix, pH 5.0, 0.7% (NH4)2SO4, 15% of inoculum size, incubated statically for 15 days. In the event of a short supply of coconut water, low-grade rice could be used as an economical substrate replacement. The subsequent bacterial cellulose produced can be added to several food products. The appropriate size and quantity of BC acceptable for consumers are subject to the type of food product it is to be added to.
Acknowledgments
The authors are grateful for language proof-reading assistant by Mr. Ivan New, an English lecturer at Suan Dusit university.
Funding
This research was funded by the Research Network for Higher Education in the Upper Central Region of Thailand (Grant No. 006/2562). Office of the Higher Education Commission: OHEC).
Conflict of Interest
The author declares no conflict of interest.
References
- Phisalaphong, M., Tran, T. K., Taokaew, S., Budiraharjo, R., Febriana, G. G., Nguyen, D. N., Chu-Ky, S., Dourado, F. Chapter 14 Nata de coco industry in Vietnam, Thailand, and Indonesia. In: Gama, M., Dourado, F., Bielecki, S. Bacterial Nanocellulose: From Biotechnology to Bio-Economy. Amsterdam, Netherlands: Elsevier; 2016: 231-236.
- Fontana, J. D., Koop, H. S., Tiboni, M., Grzybowski, A., Pereira, A., Kruger, C. D., Silva, M. D. R., Wielewski, L. P. Chapter 7 New Insights on Bacterial Cellulose. In Grumezescu, A. M., Holban, A.M. Food Biosynthesis Handbook of Food Bioengineering. London, United Kingdom: Elsevier; 2017: 213-249.
- Anderson, J. W., Baird, P., Davis Jr, R. H., Ferreri, S., Knudtson, M., Koraym, A., Waters, V., Williams. C. L. Health benefits of dietary fiber. Rev. 2009;67(4):188–205. DOI:10.1111/j.1753-4887.2009.00189.x
- Dourado, F., Leal, M., Martins, D., Fontão, A., Rodrigues, A. C., Gama, M. Chapter 7 Celluloses as Food Ingredients/Additives: Is There a Room for BNC?.In: Gama, M., Dourado, F., Bielecki, S. Bacterial Nanocellulose: From Biotechnology to Bio-Economy. Amsterdam, Netherlands: Elsevier; 2016: 123-133.
- Chinsamran, K., Suttisuwan, R. Development of bacterial cellulose production in molasses by using coconut juice as the nutrient supplement and adding of gelling agent. RMUTSB Acad. J. 2015; 3(2):98-108.
- Nilsang, P., Kholungkul, J. Development of bacterial cellulose production from herbal juices. VRU Research and Development Journal Science and Technology. 2017;1(3): 123-134.
- Tantratian, S., Tammarate, P., Krusong, W., Bhattarakosol, P., Phunsri, A. Effect of dissolved oxygen on cellulose production by Acetobacter sp. J. Sci. Res. Chula. Univ. 2005;30(2):179-186.
- Sulaiman, N. N., Rahmana, N. A., Esa, F. Monitoring production of bacterial cellulose by Acetobacter xylinum 0416 with fuzzy logic via simulation. Jurnal Kejuruteraan (Journal of Engineering). 2018;1(7): 21-26. https://doi.org/10.17576/jkukm-2018-si1(7)-03.
- Sukendah, S., Yulistiani, R. Utilizing kopyor coconut water in processing of Nata de kopyor using different fermentation time and sucrose concentration. J Nat Stud. 2018;17(1):1-8.
- Haridoss, S. Studies on biohydrogen production from rice mill waste water using Enterobacter aerogenes MTCC 2822 by dark fermentation process. J Pet Environ Biotechnol. 2016;7(6):1000312. DOI: 10.4172/2157-7463.1000312.
- Kraithong, S., Lee, S., Rawdkuen, S. Physicochemical and functional properties of Thai organic rice flour. Cereal Sci. 2018;79:259-266.
- Teerasaroj, J., Thanomwong, C. Production of healthy beverage from homnil rice. KKU Sci. J. 2015;43(3):395-402.
- Miller, G. L. Use of dinitrosalicylic acid reagent for determination of reducing sugar. Chem. 1959;31(3):426-428.
- Maichan, W., Kammanglakan, P., Sudpruek, S., Prudprom, K., Anchana, C., Pongpanich, J., Laloknam, S. Production of bacterial cellulose by Acetobacter xylinum TISTR086 using agricultural products as carbon sources. J. Res. Unit Sci. Technol. Environ. Learning. 2012;3(2):92-97.
- Pestorić, M., Škrobot, D., Žigon, U., Šimurina, O., Filipčev, B., Belović, M., Mišan. Sensory profile and preference mapping of cookies enriched with medicinal herbs. Int. J. Food Prop. 2017;20(2):350-361. DOI: 10.1080/10942912.2016.1160922.
- Kaur, H., Arora, M., Bhatia, S., Alam, M. S. Optimization of α-amylase and gluco- amylase production in solid state fermentation of deoiled rice bran (DRB) by Rhizopus oryzae. Int. J. Pure App. Biosci. 2015;3(6):249-256. DOI: http://dx.doi.org/ 18782 /2320-7051.2143.
- Luyen, C. T., Binh, H. T. Hydrolysis of starch using α – amylase and glucoamylase during the processing of rice milk from some rice varieties in an giang province. J Sci. 2015;3(3):138 – 148.
- Kunamnenim, A., Singh, S. Response surface optimization of enzymatic hydrolysis of maize starch for higher glucose production. Biochem Eng J.2005;27:179-190. DOI 10.1016/j.bej.2005.08.027.
- Azmi, A. S., Malek, M. I. A., Puad, N. I. M. A review on acid and enzymatic hydrolyses of sago starch. Int. Food Res. J. 2017; 24(Suppl):265-273.
- Phong, H. X., Lin, L. T., Thanh, N. N., Long, B. H. D., Dung, N. T. P. Investigating the conditions for Nata-de-Coco production by newly isolated Acetobacter sp. Am J Food Sci and Nutr. 2017;4(1):1-6.
- Castro, C., Zuluaga, R., Álvarez, C., Putaux, J. L., Caro, G., Rojas, O. J., Mondragon, I., Ganán, P. Bacterial cellulose produced by a new acid-resistant strain of Gluconacetobac- ter genus. Carbohyd Polym. 2012;89(4):1033-1037. DOI:10.1016/j.carbpol.2012.03.045.
- Mohammad, S. M., Rahman, N. A., Khalil, M. S., Abdullah, S. R. S. An overview of biocellulose production using Acetobacter xylinum culture. Adv Biol Res. 2014;8(6):307-313. DOI: 10.5829/idosi.abr.2014.8.6.1215.
- Hungund, B. S., Gupta, S. G. Improved production of bacterial cellulose from Gluconacetobacter persimmonis GH-2. J Microb Biochem Technol. 2010;2:127-133. DOI:10.4172/1948-5948.
- Jagannath, A., Kalaiselvan, A., Manjunatha, S. S., Raju, P. S., Bawa, A. S. The effect of pH, sucrose and ammonium sulphate concentrations on the production of bacterial cellulose (Nata-de-coco) by Acetobacter xylinum. World J Microbiol Biotech 2008; 24:2593-2599. DOI 10.1007/s11274-008-9781-8.
- Yanti, N. A., Ahmad, S. W., Muhiddin, N. H. Evaluation of inoculum size and fermentation period for bacterial cellulose production from sago liquid waste. Paper presented at SEMIRATAICST. 2018; Universitas Sumatera Utara, Indonesia. DOI:10.1088/1742-6596/1116/5/052076.
- Ravichanthiran, K., Ma, Z. F., Zhang, H., Cao, Y., Wang, C. W., Muhammad, S., Aglago, E. K., Zhang, Y., Jin, Y., Pan, B. Phytochemical profile of brown rice and its nutrigeno- mic implications. Antioxidants. 2018;7(71):1-16. DOI:10.3390/antiox7060071.
- Thao, N. T. T., Niwat, C. Effect of germinated colored rice on bioactive compounds and quality of fresh germinated colored rice noodle. KMUTNB Int J Appl Sci Technol. 2018; 11(1):27-37. DOI: 10.14416/j.ijast.2017.12.008.
- Somted, P., Peeraphunth, S., Amnueysit, K., Amnueysit, P. Antibacterial activity of purple rice extracts on growth inhibition of human pathogenic bacteria. Poster presented at: Proceedings of 53rd Kasetsart University Annual Conference; 2015; Kasetsart University, Thailand.
- Wanna, A., Singanusong, R., Wichaphon, J., Klangpetch, W. Determination of antioxidant and antimicrobial properties of homnil rice bran extracted by organic solvents. Paper presented at: Proceedings of the IRES 30th International Conference; 2016; Tokyo, Japan. ISBN: 978-93-85973-35-2.
- Hosoda, K., Sasahara, H., Matsushita, K., Tamura, Y., Miyaji, M., Matsuyama, H. Anthocyanin and proanthocyanidin contents, antioxidant activity, and in situ degradability of black and red rice grains. Asian–Australas J Anim Sci. 2018;31(8):1213- DOI.org/10.5713/ajas.17.0655.
- Upanan, S., Yodkeeree, S., Thippraphan, P., Punfa, W., Wongpoomchai, R., Limtrakul (Dejkriengkraikul), P. The proanthocyanidin-rich fraction obtained from red rice germ and bran extract induces HepG2 hepatocellular carcinoma cell apoptosis. 2019;24:813. DOI:10.3390/molecules24040813.
- Rauf, A., Imran, M., Abu-Izneid, T., Haq, U. I., Patel, S., Pan, X., Naz, S., Silva, A. S., Saeed, F., Suleria, H. A. R. Proanthocyanidins: A comprehensive review. Biomed Pharmacother. 2019;116:108999. doi.org/10.1016/j.biopha.2019.
- Tamura, T., Ozawa, M., Tanaka, N., Arai, S., Mura, K. Bacillus cereus response to a proanthocyanidin trimer, a transcriptional and functional analysis, Curr. Microbiol. 2016; 73:115– DOI 10.1007/s00284-016-1032-x.
- Basak, A. K., Mol R, A, Benzegar, A., Agunde, R. D., Dinakar, S. Absorption of anthocyanin dye and its first order kinetics on bacterial cellulose produced by fermentation of black tea. IOSR-JBB. 2015;1(4):28-32.
- Khoo, H. E., Azlan, A., Tang, S. T., Lim, S. M. Anthocyanidins and anthocyanins: colored pigments as food, pharmaceutical ingredients, and the potential health benefits. Food Nutr Res. 2017;61:1361779. DOI.org/10.1080/16546628.2017.1361779.
- Shoji, T. Polyphenols as natural food pigments: changes during food processing. Am J Food Technol. 2007;2(7):570-581.

This work is licensed under a Creative Commons Attribution 4.0 International License.