Optimization of Extrusion Parameters for Pearl Millet- Soy Noodles
 , Shalini Gaur Rudra2, Vidya Ram Sagar2and Arun Kumar Thirumani Venkatesh3
, Shalini Gaur Rudra2, Vidya Ram Sagar2and Arun Kumar Thirumani Venkatesh3 1Division of Agricultural Engineering and Renewable Energy, ICAR-Central Arid Zone Research Institute, Jodhpur, India.
2Division of Food Science and Postharvest Technology, ICAR-Indian Agricultural Research Institute, New Delhi, India.
3Division of Agricultural Engineering, ICAR-Indian Agricultural Research Institute, New Delhi, India.
Corresponding Author E-mail:opgpusa@gmail.com
DOI : http://dx.doi.org/10.12944/CRNFSJ.13.3.28
Download this article as:
![]()
Noodle is one of the wheat-based pasta, encompassing variants such as macaroni, spaghetti, and vermicelli. Pearl millet (Pennisetum glaucum) noodle is alternative to wheat with enhanced nutrition and offers gluten free alternative to wheat noodles with low glycemic index. It exhibited inadequate structural integrity with high solid loss and reduced water absorption capacity. Their cooking and textural quality were improved through substituting 50% pearl millet flour with defatted soy flour. It was produced through flour mix subjected to extrusion followed by drying for safe storage, cooling at ambient condition, packaging and storage. Following Central Comosite Rotatable Design, optimum condition was obtained as 71°C barrel temperature, 34.4% moisture content and 178rpm screw speed of extrusion processing. The solid loss, hydration capacity, cooking time and density were determined at optimized level of extrusion processing conditions. Their respective values were 12.5%, 1.84g/g, 240sec and 1155kg/m3 with desirability of 0.70. The gluten free noodles can be promoted to upgrade the nutritional content of popular snacks amongst youth and children.
KEYWORDS:Defatted Soy Flour; Extrusion Processing; Gluten Free Nutritious Noodle; Millet Noodle; Pearl Millet
Introduction
Noodles are pertaining to the pasta group of products together with vermicelli,spaghetti, macaroni etc. The convenience, low cost, storage stability, ease of preparation, palatability and sensorial quality are behind noodles in gaining popularity. Pasta variants are the second most consumable form of wheat products in the world. Indian Market has been speculated for pasta products to grow with 16% compound annual growth rate. Demand for pasta products has been growing consistently in the Indian Market and expected to reach US$2,062 million in 2028 from US$785 million in 2022.1
Pasta is generally prepared using wheat semolina (Triticum aestivum)2,3 due to desirable textural characteristics as result of its gluten content.4 Durum wheat semolina (Triticum durum) exhibits unique flavour and colour with favourable cooking qualities and thereby preferred as ingredient. It has widely been used in preparation of pasta.2.3,5,6 The reason behind preference to wheat is its gluten content assisting in preparation of firm noodles. But, the population is ever increasing in search of the nutritional and functional qualities in their diet. Celiac disease, sensitivity to gluten or wheat allergy affects approximately 8.4% of the world population.7
Considering the facts, developing gluten free noodles has been kept as the core idea in preparing nutritious noodles with functional qualities. Alternatively, millet grains have now emerged out of stigma as nutria cereal from ‘poor man’s cereal’with functional characteristics and may be helpful in creating better alternative for health conscious consumers. The most common and abundantly available millet in Asia and Africa is pearl millet, which is is gluten free and associated to phytochemicals, phenolic compounds, minerals and vitamins. Pearl millet (Pennisetum glaucum) maintains alkalinity after cooking and therefore suitable for population with wheat or gluten intolerance. Hence, some of the researchers attempted for millet incorporation into pasta. Such studies have been reported for finger millet,8 barnyard millet and proso millet,9 kodo millet and little millet10 and foxtail millet.11 Moreover, defatted soy flour is also gluten free and considered nutritionally superior with adequacy of protein, calcium, phosphorus, vitamins and essential amino acids.12
Accordingly, pearl millet flour yielded best suited gluten free blend at 50% level of substitution with defatted soy flour13 relative to the same from 100% pearl millet flour.14 Noodle quality was evaluated in terms of in terms of their cooking and textural quality. Both the ingredients are low in glycemic index and therefore also suitable for population prone to diabetes. The effect of replacing wheat flour with protein sources has also been reported to enrich noodles with dietary fiber and essential amino acids.15
Noodle has been prepared through the extrusion cooking process at desired temperature in short time for performing kneading followed by cooking and shaping in the desired shape and size of product. Extrusion process yields puffed products following hot extrusion16 or pasta like products following cold extrusion.16,17 Finally, dried form of the noodle is cooled under ambient condition prior to subjecting it to packaging. However, noodle quality varies with the extruder variables viz. moisture content, barrel temperature and screw speed. Their values at optimum level depends upon composition of raw ingredients.16 Hence, the study was aimed to optimize extrusion processing variables for preparation of noodles from gluten free blend of PMF and DSF.
Materials and Methods
Pearl millet (var. PC 1201) was received from research field of ICAR-Indian Agricultural Research Institute (IARI) Pusa, New Delhi after harvesting in the kharif season. The grains were cleaned and dried in the laboratory of Food Science and Postharvest Technology Division at IARI prior to keeping the same in storage container for periodical use. It was subjected to milling through hammer mill (Make: Sanco, India) to yield flour with mean particle size of 425 microns. Defatted soy flour and guar gum was procured from the local suppliers and potable water was used after reverse osmosis process. The flour ingredients were cooled, followed by addition of guar gum (2%) and mixing thoroughly with quantified boiling water to attain 34.7% moisture content.14 The flour sample was sieved and kept under refrigerated condition for 24 hours to ensure the mixing uniform.18 It was allowed to attain room temperature before conducting the experiment.
Preparation of Noodles
The noodle strands were prepared using the twin-screw extruder (Make: BTPL, Kolkata, India) following.14 Based on the trials conducted prior to the experiment, the range of independent variables were decided. The barrel temperature (X1), moisture content (X2) and screw speed (X3) were kept in the range of 53℃-87℃, 28%-38% and 116 rpm-284rpm respectively. Experiment was conducted with 20 experimental runs as determined through trial version of design expert software. The ratio of feeder and screw speeds was maintained as 1:10 throughout the experiment.19 The noodle strands prepared through extrusion were placed inside the tray dryer (Make: MSW-216 of Macro Scientific Works at New Delhi) at 50±2ºC to reduce its moisture content near 8-9% for safe storage. The dried strands of noodle were cooled at ambient condition, packed and stored till analysing the samples for quality (Fig. 1).
Quality analysis of noodle strands
The noodle samples (10g) were poured in a beaker (pre-weighed) having boiling water (100ml) inside. Cooking was continued till the disappearance of white cores within the strands as evident through compressing them between two glass plates.20,21 The percentage of solid materials lost in cooking water relative to the weight of raw sample was presented as solid loss. The lost solid material was determined as the constant weight achieved after placing the gruel in tared beaker overnight in a hot air oven (105°C). Hydration capacity of the strands was defined as the ratio of their weight after and before cooking process. Cooking time was presented as time elapsed for disappearing the white cores of noodle strands after placing raw samples in boiling water.20
Water absorption index (WAI) was evaluated through centrifugation 3000g (10min) of noodle powder (2.5g) after pouring in 50ml centrifuge tube (pre-weighed) filled with deionized water.22 It was presented as ratio of weight of gel to weight of powdered sample. Water solubility index (WSI) was determined as the constant weight achieved after placing beaker containing the supernatant in oven (105°C) until achieving contant weight.22 Thus, water absorption index and water solubility index were determined as follows:
Degree of gelatinization (DG) was determined through taking 40mg ground sample and 0.06N KOH (40 ml) in a pre-weighed centrifuge tube.23 The suspension was agitated slowly for 20 min followed by centrifugation for 10 min. An amber coloured container was filled with 1ml supernatant having 0.06N HCl (1ml) and 8ml of water after distillation. This suspension was used for recording absorbance (A1) at 600nm upon adding 0.1 ml of 1% KI-I2 against reagent blank prepared without sample. This process was replicated for absorbance noted as A2, while altering normality of HCl and KOH as 0.5. Thus, ratio of A1 and A2 was reported as degree of gelatinization.

The density (D) has been calculated as mass-volume ratio of noodle strand, while considering it cylindrical in shape and presented as the average of 10 observations.
Statistical Analysis
The optimization experiment was conducted following the central composite rotatable design and analysed using response surface methodology. Design expert 12 software was used for optimization of processing variables in extruder, while preparing the noodle samples at various conditions.
 |
Figure 1: Process flow chart for preparation of noodle strands through extrusion processing |
Results
The gluten free composition for noodle strands has been identified as pearl millet flour substituted with 50% defatted soy flour.13 Extrusion processing variables viz. barrel temperature, feed moisture and screw speed are function of raw ingredients and their composition. Hence, experiment was conducted to optimize extruder variables for preparation of noodle strands using selected blend.
The experiment was conducted following Central Composite Rotatable Design for optimizing the extruder variables. Noodle strands were prepared using PMF (pearl millet flour) at 50% level of substitution with DSF (defatted soy flour). Samples were subjected to analysis for optimizing the process variables and determining the values of dependent variables at optimum level. Dependent variables were solid loss, hydration capacity, cooking time, water absorption index, water solubility index, degree of gelatinization and density.
Solid loss
The loss of solids (SL) occurs during cooking as result of loosely adhered starches solublising from product surface. It was obtained as 10.8-22.4% in the optimization experiment using PMF substituted with 50% DSF (Table 1). The regression equation 1 generated for solid loss had high values for R2 (0.974), adjusted R2 (0.951), predicted R2 (0.867) and signal-noise ratio (16.5>4) as evident from Table 2. The model was significant (p<0.0001) having lack of fit non-significant (p=0.3384) with respective F-values of 41.5 and 1.5.
![]()
Hydration capacity
Hydration capacity (HC) is the compass for absorption level of water upon cooking varied in the range of 1.45-2.10 in the present experiment (Table 1). The regression equation 2 for HC had R2 of 0.910 with its adjusted and predicted values as 0.828 and 0.367 respectively (Table 2). The difference between adjusted R2 and predicted R2 was more than 0.2, which was linked to the large block effect. Model was significant (p=0.0004) with lack of fit non-significant (p=0.0141) with respective F-values of 11.2 and 9.4.
![]()
Table 1: Quality parameters of noodle strands prepared from pearl millet flour substituted with 50% defatted soy flour
|
X1 |
X2 | X3 | SL | HC | CT | WAI | WSI | DG |
D |
|
°C |
%wb | Rpm | % | g/ g | sec | g/ g | % | kg/ m3 | |
| 60 | 30 | 150 | 15.86 | 1.45 | 251 | 2.86 | 13.6 | 0.36 |
1272 |
|
80 |
30 | 150 | 21.83 | 1.73 | 280 | 3.11 | 12.9 | 0.39 | 1026 |
| 60 | 36 | 150 | 16.90 | 1.62 | 294 | 3.00 | 13.8 | 0.39 |
1275 |
|
80 |
36 | 150 | 22.38 | 1.68 | 285 | 3.11 | 12.6 | 0.47 | 1210 |
| 60 | 30 | 250 | 16.84 | 1.75 | 190 | 2.67 | 15.9 | 0.26 |
1112 |
|
80 |
30 | 250 | 20.73 | 2.10 | 169 | 3.25 | 15.2 | 0.34 | 0951 |
| 60 | 36 | 250 | 17.33 | 1.56 | 186 | 3.57 | 14.2 | 0.30 |
1152 |
|
80 |
36 | 250 | 20.05 | 1.74 | 200 | 3.61 | 13.3 | 0.41 | 1006 |
| 53 | 33 | 200 | 13.77 | 1.57 | 248 | 2.78 | 10.7 | 0.37 |
1240 |
|
87 |
33 | 200 | 20.06 | 1.68 | 201 | 3.49 | 10.4 | 0.48 | 1086 |
| 70 | 28 | 200 | 18.84 | 2.02 | 176 | 3.26 | 12.5 | 0.28 |
0963 |
|
70 |
38 | 200 | 19.42 | 1.65 | 196 | 2.87 | 10.9 | 0.43 | 1157 |
| 70 | 33 | 116 | 16.69 | 1.66 | 276 | 2.64 | 16.6 | 0.34 |
1293 |
|
70 |
33 | 284 | 18.43 | 1.74 | 152 | 3.34 | 18.7 | 0.17 | 0946 |
| 70 | 33 | 200 | 11.48 | 1.92 | 239 | 2.94 | 15.8 | 0.25 |
1046 |
|
70 |
33 | 200 | 12.11 | 1.86 | 226 | 3.18 | 15.3 | 0.27 | 1116 |
| 70 | 33 | 200 | 10.87 | 1.93 | 226 | 3.20 | 14.3 | 0.28 |
1155 |
|
70 |
33 | 200 | 12.69 | 1.88 | 228 | 3.12 | 15.9 | 0.28 | 1105 |
| 70 | 33 | 200 | 12.07 | 1.88 | 234 | 3.02 | 15.6 | 0.28 |
1123 |
|
70 |
33 | 200 | 10.76 | 1.86 | 236 | 3.11 | 14.9 | 0.28 |
1118 |
X1: barrel temperature (°C); X2: moisture content (% wb); X3: screw speed (rpm); SL: solid loss (%); HC: hydration capacity (g/g); CT: cooking time (second); WAI: water absorption index (g/g); WSI: water solubility index (%); DG: degree of gelatinization; D: density (kg/m3).
Cooking time
Cooking time (CT) indicates strength for strands of noodle withstanding their structures following optimal period of cooking. It was therefore desirable to have its maximum value. Cooking time was varying in the range of 152-294seconds (Table 1). The CT value had significant (p<0.01) inverse relation with screw speed (Equation 3). Regression model for CT was found significant (p<0.0001) with F-value of 22.5. It was associated with high values of R2 (0.809), adjusted R2 (0.773) and predicted R2 (0.660) respectively. The regression equation yielded linearly varying inverse relation of cooking time with screw speed. The signal-noise ratio of 16.3 (>4) revealed the adequacy of fit.
![]()
Table 2: ANOVA of the model for responses of noodle strands prepared from pearl millet flour substituted with 50% defatted soy flour
|
|
SL, % | HC, g/g | CT, sec | WAI, g/g | WSI, % | DG |
D, kg/ m3 |
|
Intercept |
11.64 | 1.89 | 224.6 | 3.11 | 15.27 | 0.2728 | 1117.60 |
| X1 | 2.10*** | 0.077*** | -4.84 | 0.159** | -0.293** | 0.0355*** |
-64.22*** |
|
X2 |
0.1739 | -0.077*** | 7.95 | 0.054 | -0.468** | 0.0346*** | 44.54*** |
| X3 | 0.0664 | 0.059*** | -42*** | 0.161** | 0.676*** | -0.0429*** |
-83.88*** |
|
X1X2 |
-0.2075 | -0.0487** | -0.0875 | 0.0100 | |||
| X2X3 | -0.2225 | -0.0837*** | 0.0375 | 0.0100 |
|
||
|
X3X1 |
-0.6050* | 0.237 | -0.4375* | 0.0000 | |||
| X12 | 2.01*** | -0.0944*** | -1.52*** | 0.0569*** |
|
||
|
X22 |
2.80*** | -0.0201 | -1.112*** | 0.0322*** | |||
| X32 | 2.24*** | -0.0679*** | 0.99*** | -0.0032 |
|
||
|
R2 |
0.974 | 0.910 | 0.809 | 0.526 | 0.951 | 0.974 | 0.834 |
| AR2 | 0.951 | 0.828 | 0.773 | 0.437 | 0.908 | 0.951 |
0.802 |
|
PR2 |
0.867 | 0.367 | 0.660 | 0.149 | 0.766 | 0.839 | 0.717 |
| AP | 16.47 | 12.11 | 16.34 | 8.21 | 19.19 | 23.96 |
18.21 |
|
F(M) |
41.53*** | 11.19*** | 22.53 | 5.92*** | 21.72*** | 41.69*** | 26.72*** |
| p(M) | <0.0001 | 0.0004 | <0.0001 | 0.0064 | <0.0001 | <0.0001 |
<0.0001 |
|
F(L) |
1.48 | 9.37 | 17.03 | 5.76 | 1.23 | 3.33 | 2.08 |
| p(L) | 0.3384 | 0.0141 | 0.0029 | 0.0330 | 0.4146 | 0.1065 |
0.2156 |
|
CV(%) |
5.15 | 3.86 | 8.61 | 6.57 | 4.54 | 5.37 |
4.23 |
X1: barrel temperature (°C); X2: moisture content (% wb); X3: screw speed (rpm); SL: solid loss (%); HC: hydration capacity (g/g); CT: cooking time (second); WAI: water absorption index (g/g); WSI: water solubility index (%); DG: degree of gelatinization; L: lightness; a: redness; b: yellowness; d: noodle thickness (mm) and D: density (kg/m3); AR2: Adjusted R2; PR2: Predicted R2; AP: Adequate precision; F(M): F-value (Model); p(M): p-value (Model); F(L): F-value (lack of fit); p(L): p-value (lack of fit); *significant at 10% (p≤0.10); **significant at 5% (p≤0.05) and ***significant at 1% (p≤0.01).
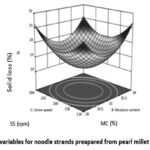 |
Figure 2a: Variation in solid loss with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
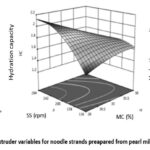 |
Figure 2b: Variation in hydration capacity with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
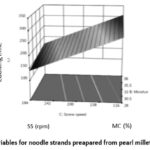 |
Figure 2c: Variation in cooking time with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
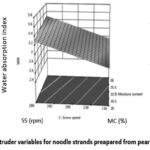 |
Figure 2d: Variation in water absorption index with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
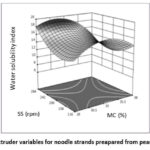 |
Figure 2e: Variation in water solubility index with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
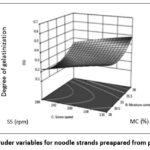 |
Figure 2f: Variation in degree of gelatinization with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
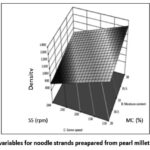 |
Figure 2g: Variation in density with extruder variables for noodle strands preapared from pearl millet flour substituted with 50% defatted soy flour |
Water absorption index: Water absorption index (WAI) was 2.6-3.6g/g in the present experiment for optimizing extruder variables (Table 1). Water absorption index is governed by starch gelatinization and the extent of thermal treatment. The equation representing the variation of WAI with extrusion parameters have been found with low values of R2 and adjusted R2 as 0.526 and 0.437 respectively (Table 2 and equation 4).
![]()
Water solubility index: Water solubility index (WSI) is deliberated as undesirable characteristic for noodle samples and was evaluated by centrifuging the powdered noodle in water. It was related directly to the degree of solubility in water or inability of forming gel and thus the content of un-gelatinized starch in the noodle sample. The WSI value was found in the range of 10.4-18.7% in the present experiment (Table 1). Significant (p<0.0001) model and non-significant (p=0.415) lack of fit were obtained for WSI with 21.7 and 1.23 as respective F-values. Moreover, the model was obtained with adequacy of signal-noise ratio with the value as 19.2 (>4). The regression equation revealed it depending maximum upon X12 with negative correlation (Table 2 and equation 5). This equation was found with R2, adjusted R2 and predicted R2 of 0.951, 0.908 and 0.766.
![]()
Degree of gelatinization: Degree of gelatinization (DG) was varying from 0.17 to 0.48 in the present experiment on optimization of extruder variables for preparation of noodle strands using PMF substituted with 50% DSF (Table 1).
![]()
Regression equation 6 was obtained for DG with high values of R2 (0.974), adjusted R2 (0.951) and predicted R2 (0.839). The model was significant with lack of fit non-significant having F-value as 41.7 for model and 3.33 for lack of fit.
Density (D): The density indicates compactness of the noodle strands. It has been associated directly to their strength, while allowing it not to disintegrate during cooking. Thus, higher density was considered a desirable attribute. Density of noodles prepared under varying extrusion conditions were in the range of 946-1293kg/m3.
![]()
The model was found with high value of R2 as 0.834 with 0.802 and 0.717 as respective values for adjusted and predicted R2. There was only 0.01% chance for noise to cause the large F-value for model, whereas 21.56% was chance for lack of fit causing F-value to occur due to noise.
Optimization study is based on the constraints and their importance based on which the optimum point is determined. In this study, the details of contraints for independent and dependent variables, their respective goals, ranges and importance in development of noodles have been presented in Table 3. Development of gluten free noodle strands includes solid loss as one of the most critical parameters. It was aimed to achieve firm strands of noodle, while retaining the structure of noodle strands from PMF substituted with 50% DSF after cooking. The analysis using design expert software was performed by setting the constraints to find optimum solution attaining the highest desirability. The optimum extruder condition is barrel temperature of 71oC with flour moisture of 34.4% and screw speed of 178 rpm.
Thus, the noodle strands were prepared at the optimum conditions of extrusion processing. Picture of noodle strands prepared under optimized conditions is presented in Fig. 3. The cooking characteristics of noodles prepared under the optimized extruder conditions are presented in Table 3. The noodles were finally obtained to have 13.1±0.3% solids loss and high density of 1164±7 kg/m3. The degree of gelatinization was 0.36, indicating adequate starch modification. The cooking time was also sufficiently high to tolerate moderate overcooking while retaining its structure. Considering the benefits of pearl millet and soy flour over wheat noodles, and its gluten free characteristic, slight increase in cooking loss can be tolerated as cooking standards for gluten free pasta products have not yet been set. Noodle quality parameters were validated at optimum extrusion processing variables at optimized condition of independent variables noodle making (Table 3).
Table 3: Constraints for optimization of extrusion processing of PMF-DSF noodles and their validation for optimized extrusion variables
|
Variables |
Goal | Lower limit | Upper limit | Importance | Optimum value | Actual value |
Difference |
|
X1, °C |
In range | 53.20 | 86.80 | 3 | 71 | 71 | — |
| X2, %w.b. | In range | 28.00 | 38.00 | 3 | 34.4 | 34.4 |
— |
|
X3, rpm |
In range | 116.0 | 284.0 | 3 | 178 | 178 | — |
| SL, % | Target | 10.76 | 12.50 | 5 | 12.5 | 13.1±0.3 |
0.6 |
|
HC, g/g |
Maximize | 1.45 | 2.10 | 5 | 1.84 | 1.79±0.06 | 0.05 |
| CT, sec | Maximize | 180 | 240 | 2 | 240 | 234±6 |
6 |
|
WAI, g/g |
Maximize | 2.64 | 3.61 | 2 | 3.10 | 2.80±0.08 | 0.30 |
| WSI, % | Minimize | 10.4 | 18.7 | 2 | 14.7 | 15±0.36 |
0.30 |
|
DG |
Maximize | 0.17 | 0.48 | 2 | 0.31 | 0.36±0.03 | 0.05 |
| AD, kg/ m3 | Maximize | 946 | 1293 | 2 | 1155 | 1164±7 |
9 |
|
Desirability |
0.70 |
||||||
X1: temperature inside barrel; X2: moisture content of flour; X3: speed of screw; SL: solid lost to water during cooking; HC: noodle capacity for hydration; CT: optimal cooking time; WAI: index for water absorption during centrifugation; WSI: index for solubility of noodle powder during centrifugation; DG: extent of gelatinization; D: density
Discussion
Solid loss: The range of solid loss was lower than the values reported for noodles prepared from 100% pearl millet flour.14 It was also reported with higher values upon adding millet flour in durum wheat semolina.24,25 Solid loss was decreasing near central values and increasing towards the extreme points of dependent variables. With increase in the levels of X1 and X2, initial reduction in losses was associated to the reduced melt viscosity for starch. It yielded reduction in shear stress and thereby reduced friction as well as molecular degradation. Noodles of pea-starch19 and pasta from pearl millet mixed with wheat semolina25 had similar results. However, it was favoured at higher values of X1 (barrel temperature) and X2 (moisture content). This increase in the solid loss was attributed to degradation of starch at upper extreme points. Increased losses were also reported at higher moisture as consequence of stickiness with lowered mechanical strength.26 With increased value of X3, reduction in solid loss was linked to high shear or friction and thereby reduced melt viscosity. However, increase in losses beyond the critical limit of X3, was associated to insufficient degree of starch gelatinization as a result of less residence time.19 The solid loss was minimum near 65°C barrel temperature with 33% flour moisture and 200rpm screw speed (Fig 2a). The significant model with non-significant lack of fit was desirable for model to be fitted.
Hydration capacity: It was reported with quite low value (1.13g/g) for pasta prepared from 10% PMF in wheat flour27 and at par value (1.71g/g) for wheat flour pasta.28 The pasta prepared from 50:50 blend of wheat semolina-PMF was reported with 1.96-2.36g/g as HC.19 Higher value of HC was associated to the strength of noodle strands retaining their structures after absorbing more water during cooking. Differences in hydration capacity were justified as variation in their flour composition. HC was positively affected by barrel temperature and screw speed at 1% level of significance. It was negatively affected by flour moisture content during extrusion. HC attaind its maximum value near 80°C barrel temperature, 28% flour moisture and 280rpm screw speed (Fig. 2b). The least value was depicted at lower values for screw speed and barrel temperature. Gain in its value was attributed to reduction in fill factor resulted as higher specific mechanical energy as well as degree of starch gelatinization. The interactive effects viz. X1X2 and X2X3 had inverse effect on HC. The coded values yielded regression equation for hydration capacity. HC was revealed depending maximum upon X12 with inverse relation. The signal-noise ratio of 12.1 (>4) was desirable for model to be fitted. However, the model was significant (p=0.0004) with lack of fit non-significant (p=0.0141) with respective F-values of 11.2 and 9.4, which was desirable for model to be fitted. Significant model with non-significant lack of fit was desirable for model to be fitted.
Cooking time: Cooking time of durum wheat semolina pasta has been reported with quite high value of 600-648seconds for,29 which decreased appreciably to 309-446seconds on incorporating 50% PMF in wheat semolina.19 Cooking time of noodles from wheat and wheat substituted with lentil (30%) were reported as 620 and 720 seconds respectively.30 In this experiment, low cooking time was linked to absence of gluten in providing path for water to be absorbed during cooking and thereby reduction in cooking time. Considering the strength of noodle strands, high CT values are preferred, while lower value accounts for ease of cooking and energy saving. Thus, cooking time was maximized with in restricted range of 180-240seconds. Cooking time decreased steeply with increased screw speed, which was opposite to the results for noodles of pea starch (Fig. 2c).25 The positive correlation of moisture has also been reported with little effect of barrel temperature on cooking time for noodles of pea starch noodles.
Water absorption index: Water absorption index was reported as 2.4-3.1g/g for noodles prepared from 100% pearl millet flour.14 It was affected by X1 and X3 at 5% (0.01≤p<0.05) level of significance. The graphs exhibited linear increase in WAI value with X1, X2 and X3. But, the effect of X1 and X3 were prominent and at par with each other as evident from Fig. 2d and equation 4. The model was found with adequate signal-noise ratio of 8.2 (>4) with significance (p=0.0064) having model F-value of 5.9, which was desirable for model to fit. However, the significant (p=0.0330) lack of fit (F-value= 5.8) was undesirable for model to be fitted. The increased water absorption was attributed to higher capacity of flour ingredients on subjecting it to high thermal treatment or shear stress.
Water solubility index: Water solubility index is indicative of the solubilisation of noodle powder in water after centrifugation of the sample usually increased with the content of ungelatinized starch and thus desired to have its minimum value. WSI was found to increase with high screw speed, implying lesser time for flour modification (Fig. 2e). It decreased with increase in barrel temperature and flour moisture (p≤0.05). Interaction of screw speed and barrel temperature reduced the WSI (p<0.1). The significant model with non-significant lack of fit was desirable for model to be fitted. The graph inferred maximum value of WSI near 82°C barrel temperature and 33% of flour moisture. The difference between predicted and adjusted R2 values was less than 0.2, which was normally expected. The model was found with adequate signal-noise ratio of 19.2 (>4), alluding the model useful for navigating the design space.
Degree of gelatinization: DG has been indicating palatability of the product and was thus desired to have maximum value. The DG value increased significantly with barrel temperature and flour moisture at 1% level (p≤0.01) of significance as expected. Screw speed was found to have a significantly negative effect on DG. Regression equation has normally been expected to have difference of predicted and adjusted R2 values less than 0.2. The analysis revealed its maximum and minimum dependence upon X12 and X22 respectively (Table 2). The significant model and non-significant lack of fit were desirable for model to be fitted. It was revealed to be useful for navigating the design space as adequacy of signal-noise ratio (19.2) was higher than 4. The highest degree of gelatinization was observed near 80°C temperature, 36% moisture with screw speed of 150rpm (Fig. 2f). The predicted and adjusted R2 values were obtained with difference not more than 0.2, which was normally expected. Gelatinization has limiting factors either temperature, residence time or moisture for lowered value.
Density (D): Bulk density of noodles prepared from wheat substituted with lentil (30%) was reported with 520kg/m3.29 It was revealed as 674-739 kg/m3 with least value for noodles of refined wheat flour and higher values for the same incorporated with insoluble dietary fiber.31 It was lighter than the pearl millet and protein rich chickpea grains having density in the range of 711.9-827.5 kg/ m3 and 830-880 kg/ m3.32,33 The values were similar to the pearl millet flakes having density in the range of 349.5-590.7.34,35 It was found depending maximum upon X3 as revealed from the equation. Density was found to increase with flour moisture (p<0.01), while barrel temperature and screw speed affected it negatively (p<0.01) as depicted from fig. 2g. The findings on density is on expected lines since higher degree of hydration of flours leads to higher starch-protein binding which reinforces the strength of noodle strands. It indicates the strength for strands of noodles. Difference of predicted and adjusted R2 was less than 0.2, which was expected. It was found with signal-noise ratio of 18.2 (>4) indicating adequacy of signal and inferred that the model was useful for navigating the design space. Significant model was obtained with lack of fit non-significant, which was desirable for model to be fitted.
The study was to optimize the extruder variables for noodle preparation from gluten free blend using 50:50 mix of pearl millet and defatted soy flour.36 Optimum extruder process varibles viz. barrel temperature, moisture content and screw speed were 71℃, 34.4% flour moisture and 178 rpm screw speed respectively. Optimum extrusion variables have been reported for the process of pasta preparation using 20% tiger nut in wheat as 70℃ temperature and 15% feed moisture.37 The instant noodles of cocoyam was reported with optimum processing condition of extrusion as 700rpm screw speed with 47.5% moisture of feed and 55℃ temperature.38 The optimum values of extruder variables were revealed as 70℃ barrel temperature, 12rpm feeder speed and 30% moisture level with the ratio of screw and feeder speeds as 10 for 50:50 blend of wheat semolina and pearl millet.19 Yadav et al. (2021)39 reported negative correlation of cooking time and cooking loss or solid loss with the moisture level of feed. The increase in water absorption upon incorporation of legume and heated water has been linked to denatured protein enhancing the available amino group with polarity and hence the water uptake.40 Considering the facts, some of the researchers have investigated the effect of extruder variables on variation in product quality. Yadav et al. (2022)41 reviewed physico-chemical, thermal, microstructure, pasting, texture, nutritional and cooking characteristics of millet-based products as function of extruder variables. Sobowale et al. (2021)42 studied the effect of composition of ingredients, barrel temperature and moisture level, while optimizing the extruder variables for pearl millet flour based snacks. Kaur et al. (2014)43 also optimized the parameters of extrusion process for development of breakfast cereal using response surface methodology. Thus, optimum extruder variables in the current study will be useful in developing gluten free nutriyious noodles from 50:50 mix of pearl millet and defatted soy flours.
 |
Figure 3: Gluten free nutritious noodles prepared from pearl millet substituted with 50% defatted soy flour. |
Future Directions
The study may be extended to identify best suited reason/season/variety of raw ingredients for commercializing the product. The noodle quality may subsequently be improved through incorporation of pre-treatments or other ingredients. These results may also lead to development of different products with similar composition.
Conclusion
The extrusion processing variables are function of raw ingredients and their commposition. Noodle was prepaed using the gluten free composition comprising pearl millet flour substituted with 50% defatted soy flour. Optimization experiment was conducted for process variables of extruder following the central composite rotatable design. Independet variables were 71°C temperature inside barrel and 34.4% flour moisture with speed of screw at 178rpm. The solids lost to the cooking water, noodle capacity for hydration and optimal time of cooking were 12.5%, 1.84g/g and 240sec repectively at optimum condition with desirability of 0.70. Moreover, index for water absorption of noodle powder during centrifugation, index for solubility of noodle powder in cooking water during centrifugation, extent of gelatinization and density were 3.10, 14.7, 0.31 and 1155kg/m3 respectively. The developed product can be served as gluten-free noodle enriched with protein, fiber, iron and zinc. As both the major ingredients were low in glycemic index, the noodle may be presented as friendly to the population prone to diabetes.
Acknowledgement
The first and corresponding author acknowledge the guidance received from late Professor (Dr.) Sunil Kumar Jha, FS&PHT Division, ICAR-IARI, Pusa, New Delhi-110012, while conducting experiment and preparing the manuscript. The knowledge gained from faculties of FS&PHT and Agricultural Engineering Division at ICAR-IARI New Delhi including Dr. Abhijit Kar, Director, ICAR-NISA Ranchi is acknowledged. The assistance of staffs and fellow students in processing and PG labs of Food Science and Postharvest Technology division during the experiment and analysing the samples are also acknowledged.
Funding Sources
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Conflict of Interest
The authors do not have any conflict of interest.
Data Availability Statement
The manuscript incorporates all datasets obtained from the assessments conducted throughout this research study.
Ethics Statement
This research did not involve human participants, animal subjects, or any material that requires ethical approval.
Informed Consent Statement
This study did not involve human participants, and therefore, informed consent was not required.
Clinical Trial Registration
This research does not involve any clinical trials.
Permission to Reproduce Material from Other Sources
Not Applicable
Author Contributions
- Om Prakash: Conceptualization, Methodology, Analysis, Writing-Original Draft
- Shalini Gaur Rudra: Writing-Review & Editing
- Vidya Ram Sagar: Supervision, Project Administration
- Arun Kumar Thirumani Venkatesh: Analysis
References
- Indian Pasta Market: Industry Trends, Share, Size, Growth, Opportunity and Forecast. ASDReports. https://www.asdreports.com/market-research-report-599548/indian-pasta-market-industry-trends-share-size-growth-opportunity-forecast. Accessed February 24, 2024.
- Gull A, Muzaffar K, Nayik GA, et al. Compatibility studies on development of pearl millet flour based pasta. International conference on “Crop productivity and sustainability”-shaping the future. 2017;05(3):22-25.
- Jalgaonkar K, Jha SK, Mahawar MK. Influence of die size and drying temperature on quality of pearl millet based pasta. Int J Chem Stud. 2018a;6(6):979-984.
- Kumar SB, Prabhashankar P. A study on noodle dough rheology and product quality characteristics of fresh and dried noodles as influenced by low glycemic index ingredient. J Food Sci Technol. 2015;52(3):1404–1413.
CrossRef - Jalgaonkar K, Jha SK, Mahawar MK. Influence of incorporating defatted soy flour, carrot powder, mango peel powder, and moringa leaves powder on quality characteristics of wheat semolina-pearl millet pasta. J Food Process Preserv. 2018b;42(4):e13575.
CrossRef - Jalgaonkar K, Jha SK, Mahawar MK. Quality evaluation of pearl millet based pasta as affected by depigmentation. Curr Sci. 2018c;115(6):1191-1195.
CrossRef - Sharma N, Bhatia S, Chunduri V, et al. Pathogenesis of celiac disease and other gluten related disorders in wheat and strategies for mitigating them. Front Nutr. 2020;7(6):1-26.
CrossRef - Hymavathi TV, Thejasri V, Roberts TP. Enhancing cooking, sensory and nutritional quality of finger millet noodles through incorporation of hydrocolloids. Int J Chem Stud. 2019;7(2):877-881.
- Ranganna B, Ramya KG, Kalpana B, et al. Development of cold extruded products (Vermicelli & Pasta). Int J Agric Eng. 2014;7(2):360-364.
CrossRef - Thilagavathi T, Kanchana S. A study on the effect of millet and pulse based pasta on blood glucose and lipid profile in alloxan-induced diabetic rats. Int J Pharm Chem Biol Sci. 2017;7:112-121.
- Bhuvaneshwari R, Nazni P. Formulation and quality characterization of foxtail millet and green gram incorporated pasta. Adalya J. 2020; 9(1):1041-1053.
- Rahman MA, Saifullah M, Islam MN. Fish powder in instant fish soup mix. J Bangladesh Agric Univ. 2012;10(1):145-148.
CrossRef - Prakash O, Rudra SG, Sagar VR, et al. Effect of substituting pearl millet flour with rice, wheat and soy flours on qualityof noodle strands. J Food Legumes. 2025;38(3):422-429.
- Prakash O, Sagar VR, Rudra SG. Effect of pretreatments and extrusion variables on the quality of pearl millet noodles. J Agrisearch. 2024;11(1):64-71.
CrossRef - Rahimi M, Elhamirad AH, ShafafiZenoozian M, et al. Effect of substituting wheat flour with protein‐rich sources on quality of instant noodles. J Food Process Preserv. 2024;2024(1):3431735. doi: https://doi.org/10.1155/2024/3431735
CrossRef - Prakash O, Jha SK, Rudra SG, et al. Developement of quality protein maize based breakfast cereal. Indian J Agric Sci. 2021;91(2):300-304.
CrossRef - Jalgaonkar K, Jha SK. Influence of particle size and blend composition on quality of wheat semolina-pearl millet pasta. J cereal sci. 2016;71:239-245.
CrossRef - Lazou A, Krokida M. Structural and textural characterization of corn-lentil extruded snacks. J Food Eng. 2010;100(3):392-408.
CrossRef - Jalgaonkar K, Jha SK, Mahawar MK, et al. Pearl millet based pasta: optimization of extrusion process through response methodology. J Food sci Technol. 2019;56(3):1134-1144.
CrossRef - Yadav DN, Balasubramanian S, Kaur J, et al. Non-wheat pasta based on pearl millet flour containing barley and whey protein concentrate. J Food sci Technol. 2014a;51(10):2592-2599.
CrossRef - Schmid T, Loschi M, Hiltbrunner J, et al. Assessment of the suitability of millet for the production of pasta. Appl Food Res. 2023;3(1):1-7.
CrossRef - Singha P, Singh SK, Muthukumarappan K, et al. Physicochemical and nutritional properties of extrudates from food grade distiller’s dried grains, garbanzo flour, and corn grits. Food Sci Nutr. 2018;6(7):1914-1926.
CrossRef - Chen MH, Bergman CJ, Pinson RM, et al. Waxy gene haplotypes; associations with pasting properties in an international rice germplasm collection. J Cereal sci. 2008;48(3):781-788.
CrossRef - Gull A, Prasad K, Kumar P. Optimization and functionality of millet supplemented pasta. Food Sci Technol. 2015;35(4):626-632.
CrossRef - Wang N, Maximiuk L, Toews R. Pea starch noodles: effect of processing variables on characteristics and optimization of twin-screw extrusion process. Food Chem. 2012;133(3):742-753.
CrossRef - De la Pena E, Manthey F.A. Effect of formulation and dough hydration level on extrusion, physical and cooked qualities of nontraditional spaghetti. J Food Eng. 2017;40:1-12.
CrossRef - Yadav DN, Sharma M, Chkara N, et al. Quality characteristics of blended wheat-pearl millet composite pasta. Agric Res. 2014b; 3(3): 263-270.
CrossRef - Bagdi A, Szabo F, Gere A, et al. Effect of aleorone-rich flour on composition, cooking, textural, and sensory properties of pasta. LWT-food science and technology. 2014; 59(2): 996-1002. doi: https://doi.org/10.1016/j.lwt.2014.07.001
CrossRef - Manthey FA, Yalla SR, Dick TJ, et al. Extrusion properties and cooking quality of spaghetti containing buckwheat bran flour. Cereal Chem. 2004;81(2):232-236.
CrossRef - Anushree RK, Kushwaha A, Panwar RK, et al. Examining the sensory and cooking qualities of noodles enriched with lentils and investigating the physical and functional attributes of composite flours. Ann Phytomed. 2024;13(1):916-923.
CrossRef - Bhatt S, Gupta M. Formulation of instant noodles incorporated with insoluble dietary fiber from fruit peel: in vitro starch digestibility, biophysical, structural and textural characteristics. Appl Food Res. 2023;3(2):100326.
CrossRef - Prakash O, Jha SK, Kar A, et al. Physical properties of pearl millet grain. Pantnagar J Res. 2019;17(2):129-137.
- Deo MM, Verma P, Praharaj CS, et al. Physical and engineering properties of chickpea (Cicer arietnum) for planter design. J Food Legumes. 2023;36(1):66-71.
CrossRef - Srivastava S, Prakash O, Mishra D, et al. Development and quality characterization of pearl millet (Pennisetum glaucum) flakes: Development and quality of pearl millet flakes. J Agrisearch, 2025; 12(01), 54-57.
- Srivastava S, Jain D, Mishra D, et al. Effect of Hydrothermal treatment on physical, nutritional and functional properties of pearl millet (Pennisetum glaucum) flakes. Indian J Agric Res. 18805/IJARe.A-6373
- Prakash O, Rudra SG, Sagar VR, et al. Effect of substituting pearl millet flour with rice, wheat and soy flours on quality of noodle strands. J Food Legumes. 2025;38(3):433-440.
- Sobowale SS, Animashaun OH, Omosebi OM, et al. Process optimization of extrusion process variables for improving the quality and extrudate characteristics of wheat-tiger nut pasta. Appl Food Res. 2023;3(2):100333.
CrossRef - Sobowale SS, Animashaun OH, Mulaba‐Bafubiandi AF, et al. Process optimization of extrusion variables and its effect on properties of extruded cocoyam (Xanthosoma sagittifolium) noodles. Food Sci Nutr. 2018;6(8):2210-2226.
CrossRef - Yadav GP, Dalbhagat CG, Mishra HN. Development of instant low glycemic rice using extrusion technology and its characterization. J Food Process Preserv. 2021;45(12):e16077. https://doi.org/10.1111/jfpp.16077.
CrossRef - Dalbhagat CG, Mahato DK, Mishra HN. Effect of extrusion processing on physicochemical, functional and nutritional characteristics of rice and rice-based products: A review. Trends Food Sci Technol. 2019;85: 226–240. https://doi.org/10.1016/j.tifs.2019. 01.001
CrossRef - Yadav GP, Dalbhagat CG, Mishra HN. Effects of extrusion process parameters on cooking characteristics and physicochemical, textural, thermal, pasting, microstructure, and nutritional properties of millet‐based extruded products: A review. J Food Process Eng. 2022;45(9):e14106.
CrossRef - Sobowale SS, Kewuyemi YO, Olayanju AT. Process optimization of extrusion variables and effects on some quality and sensory characteristics of extruded snacks from whole pearl millet-based flour. SN Appl Sci. 2021;3(10):824.
CrossRef - Kaur GJ, Rehal J, Singh AK, et al. Optimization of extrusion parameters for development of ready-to-eat breakfast cereal using RSM. Asian J Dairy Food Res. 2014;33(2):77-86.
CrossRef
Accepted on: 29 Sep 2025
Second Review by: Amita Beniwal
Final Approval by: Dr. Vikas Kumar





Web of Science Coverage
Emerging Sources Citation Index (ESCI)
2024 Journal Impact Factor: 1.1
Scopus Journal Metrics
CiteScore 2024: 1.9
CiteScore Details
Sustainable Nutrition: Food Systems, Nutrient Retention, and Public Health Impact
![]()
This journal is a member of, and subscribes to the principles of, the Committee on Publication Ethics (COPE)